Smith-Putnam Industrial Photos
These industrial photos of the construction of the Smith-Putnam wind turbine came into my possession in the 1970s. Carl Wilcox gave me a box containing these photos and other artifacts after I had interviewed him about his work with Palmer Putnam and the Smith Company. Carl lived in York, Pennsylvania where the Smith Hydro Company had been located. I lived nearby at the time in the state capital of Harrisburg.
Since I first posted scans of these images many years ago, the documentation on the Smith-Putnam project has grown substantially. The York County History Center has an extensive collection of materials on the project, including a scale model. The University of Massachusetts at Amherst (UMass) also has a collection of archival materials.
Here are some links to further information on the project.
- Smith-Putnam Wind Turbine Virtual Exhibition Goes Live
- Smith-Putnam Turbine: Patents and Movie Clip
- Carl Wilcox’s Role in the Smith-Putnam Project
- Smith-Putnam Wind Tunnel Tests
- Brief Movie Clip of the Smith-Putnam Turbine in Operation (at 3.10 minutes)
- Palmer Putnam’s 1 MW Wind Turbine Video, Engineering and Technology Wiki
- Harnessing the Wind Time Magazine, Monday, Sep. 08, 1941 (behind paywall)
- Oct. 19, 1941: Electric Turbines Get First Wind, Wired Magazine, October 19, 2009
- The Story of Grandpa’s Knob: How Vermont made wind energy history, VermontBiz, October 24, 2013
- A Bold Effort in Vermont: The 1941 Smith-Putnam wind turbine by Carl Sulzberger
- New Smith-Putnam Records Uncovered Include Log Books
- World’s Largest Wind Turbine Plant Nears Completion
- The Smith-Putnam Wind Turbine reprinted from Turbine Topics June 1943
If anyone has information or details on the project not found in Palmer Putnam’s book or in the captions, please contact me and I’ll update this page.
Note. To my knowledge these photos are in the public domain. I claim no copyright on them. I will provide high-resolution versions of these images upon request. I ask only that the photos be identified with “Photos from the collection of Carl Wilcox.” The prints and negatives are now in the possession of the York County History Center in York, Pennsylvania.
Note. The York County History Center in York, Pennsylvania has uncovered records, log sheets, shop models and photos in its collection.![]()
The Smith-Putnam wind turbine was the largest in the world until the Mod series of machines in the 1980s in the USA, Growian in Germany (1983), and Tvindkraft in Denmark (1978). The turbine was installed atop Grandpa’s Knob near Rutland, Vermont in the early 1940s.
Here’s what I had to say about it in my 1995 book.
“. . . Both styles of development can be traced to World War II. On one side of the Atlantic, Palmer Putnam assembled a talented team of engineers and academics to build a giant wind turbine 53 meters (175 feet) in diameter for the S. Morgan Smith Co., a manufacturer of hydroelectric turbines. The 1 MW Smith-Putnam turbine became a technological guidepost pointing the way to subsequent American downwind designs of large wind turbines. . .
Note: The wind turbine is more correctly identified as a 1 MW and not 1.25 MW as Putnam described it.
See When is a 1,250 kW Wind Turbine Only 1,000 kW? Setting the Smith-Putnam Record Straight for why this is the case.
See Beating a Dead Horse–More on Smith-Putnam’s 1,000 kW Rating
See Confirmed: Tvindkraft Designed to be Slightly Larger than Smith-Putnam
“. . . In contrast to Juul’s measured development and Hütter’s use of previous wind turbine experimentation, Putnam, with no prior experience, leaped from the small battery-charging machines then in use on the American Great Plains to a multi-megawatt machine. Of the three, Putnam was the most unsuccessful. His machine threw a blade in 1945 and was dismantled. Only dusty photos remain of Putnam’s bold effort. . .”
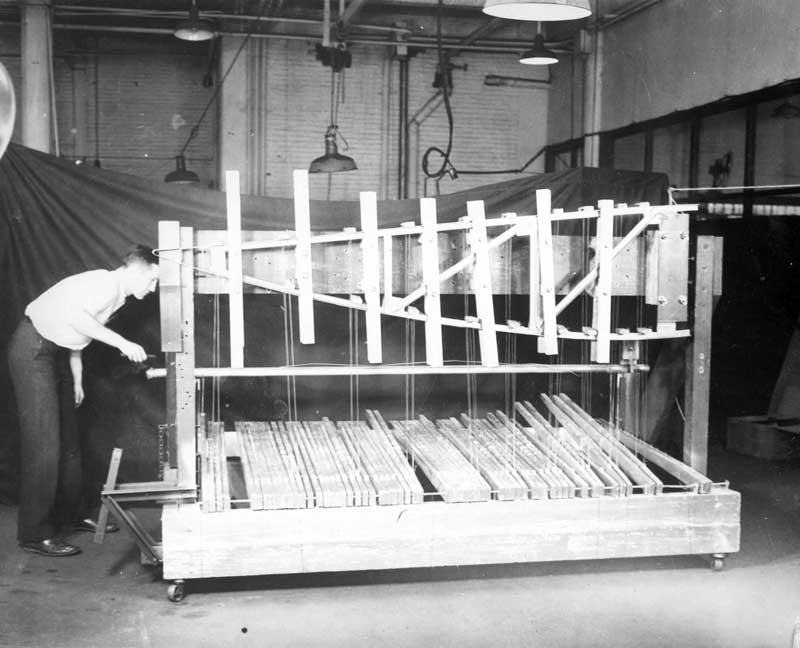
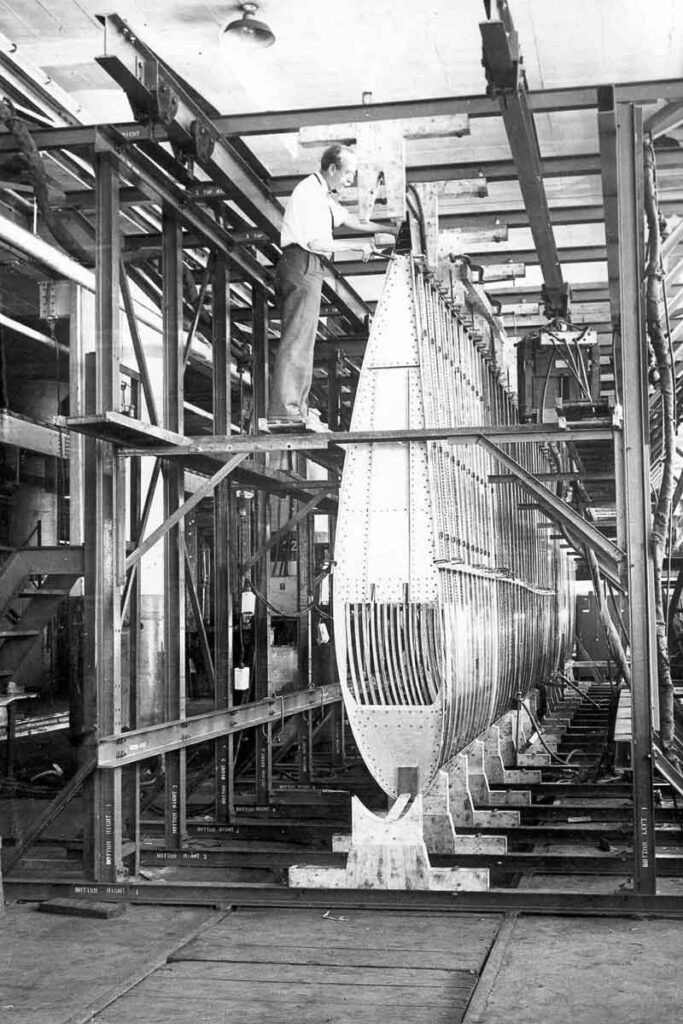
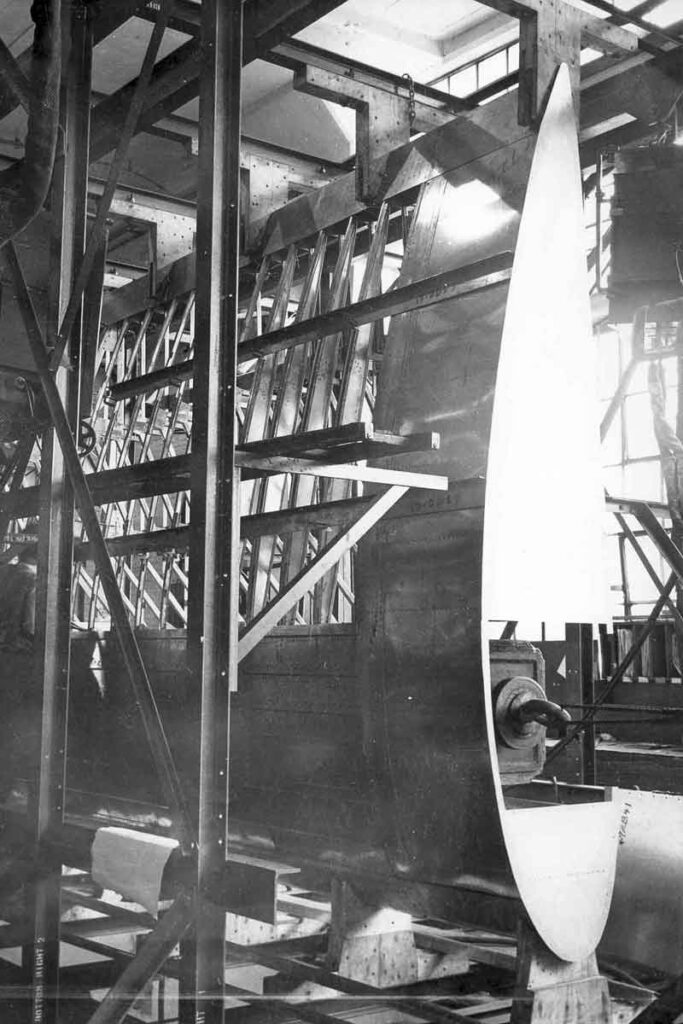
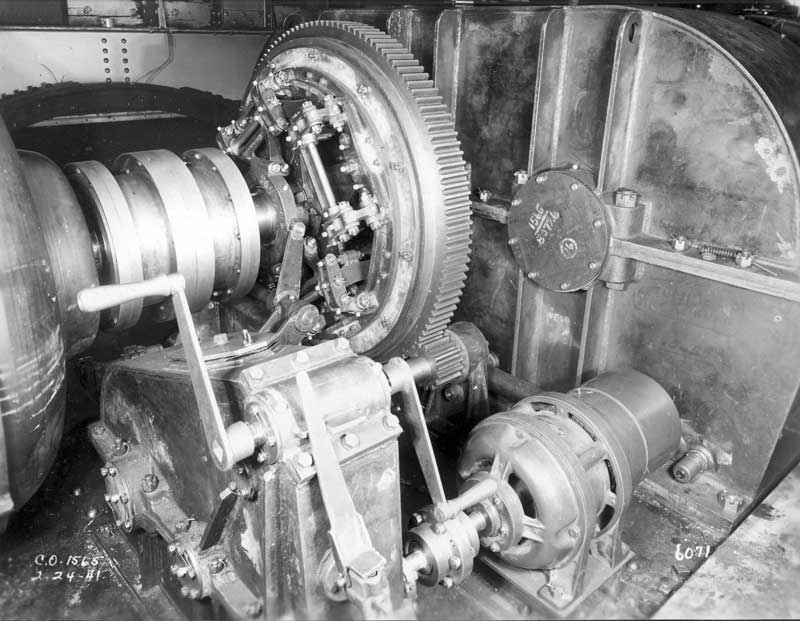
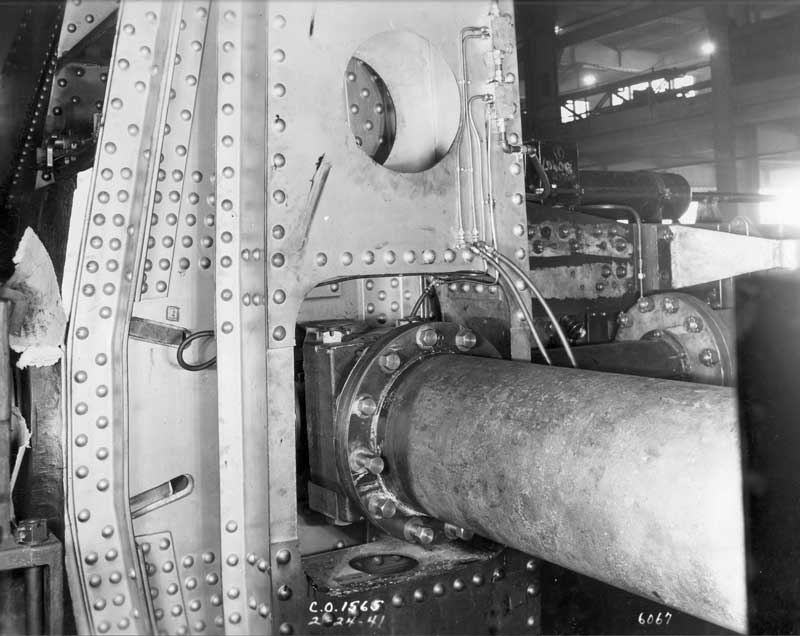
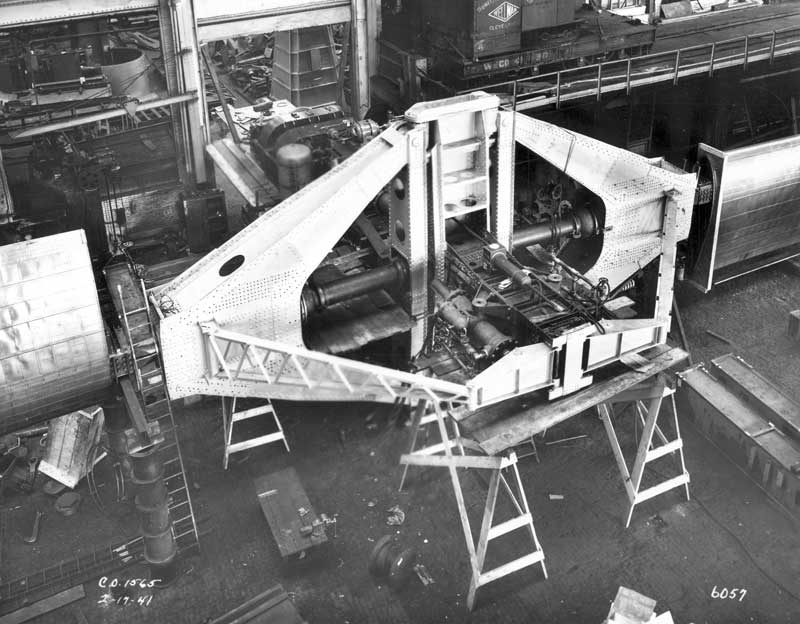
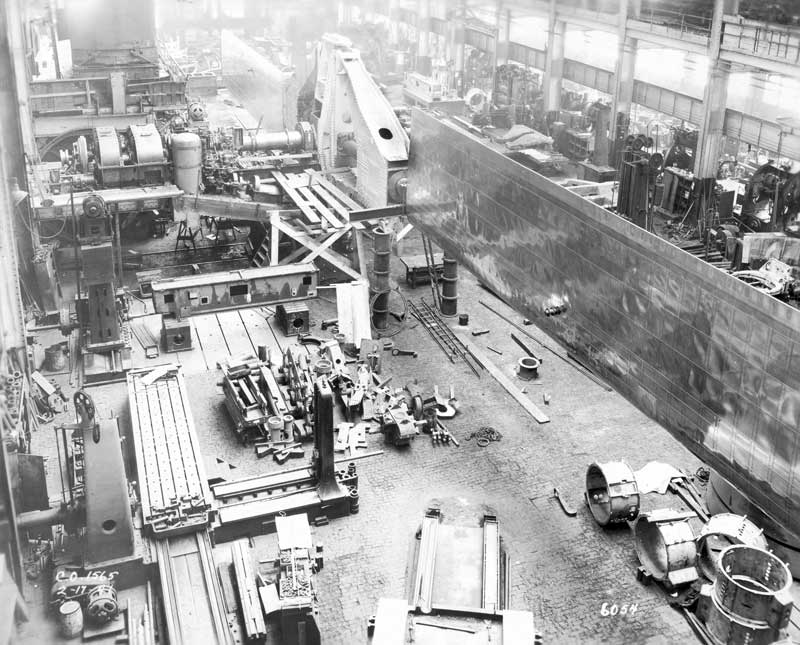
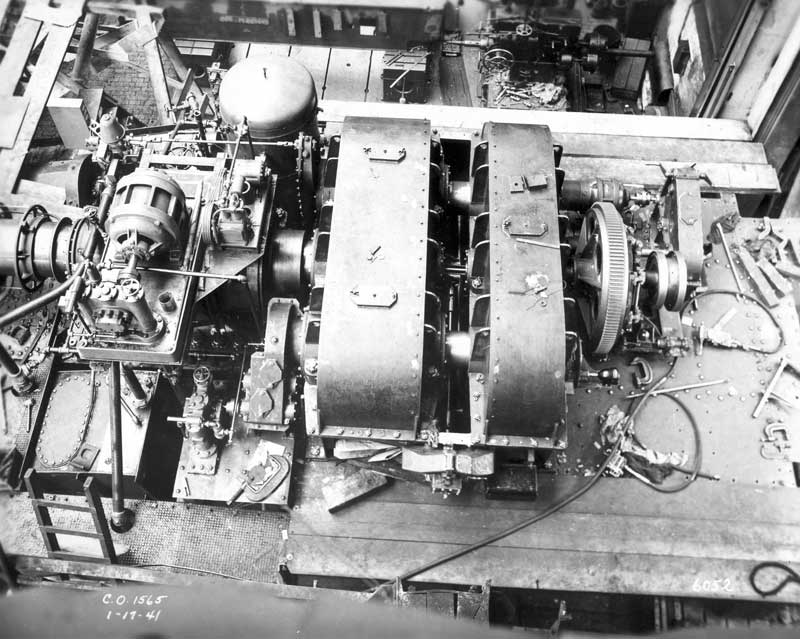
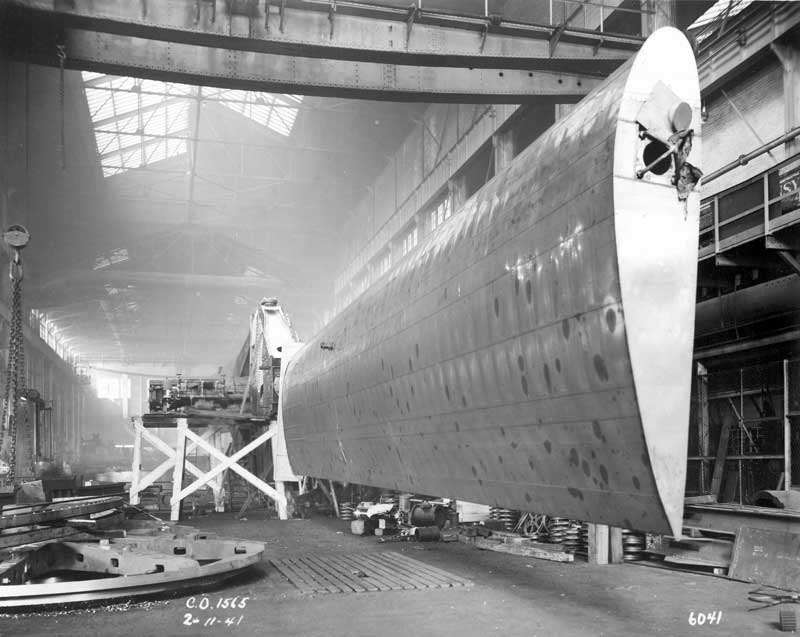
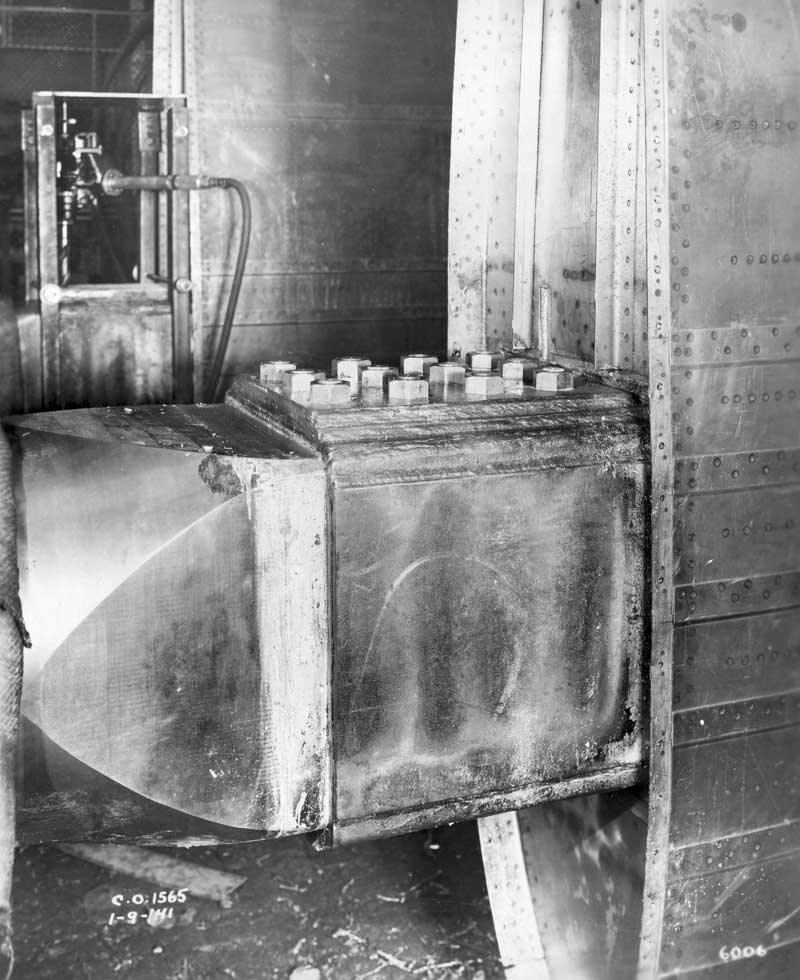
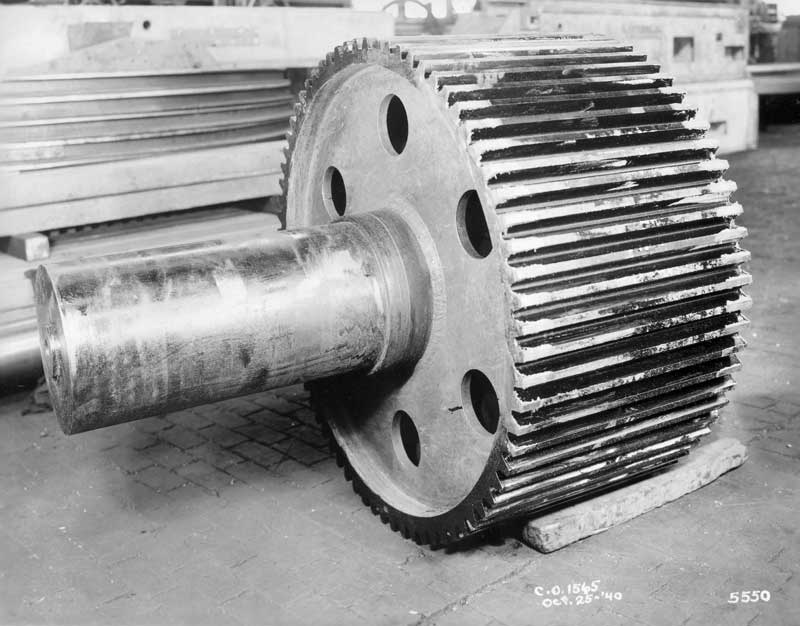
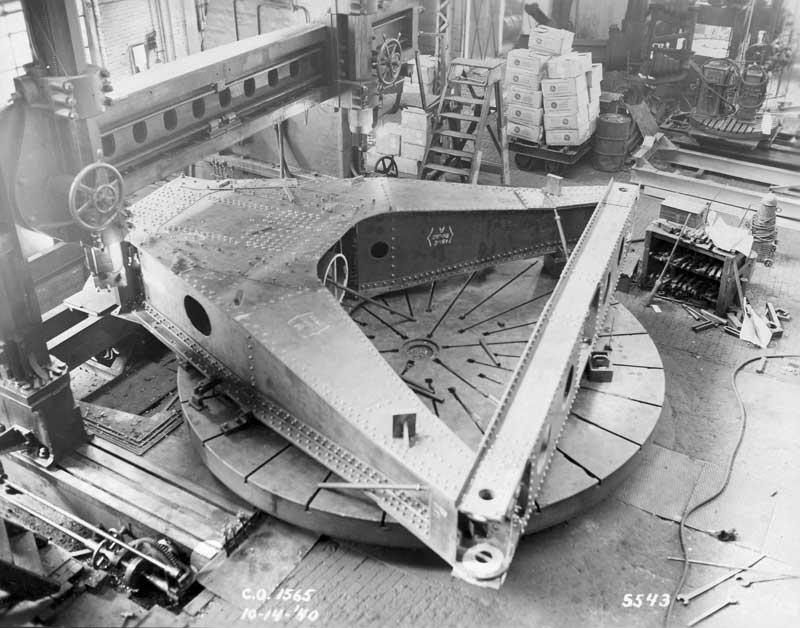
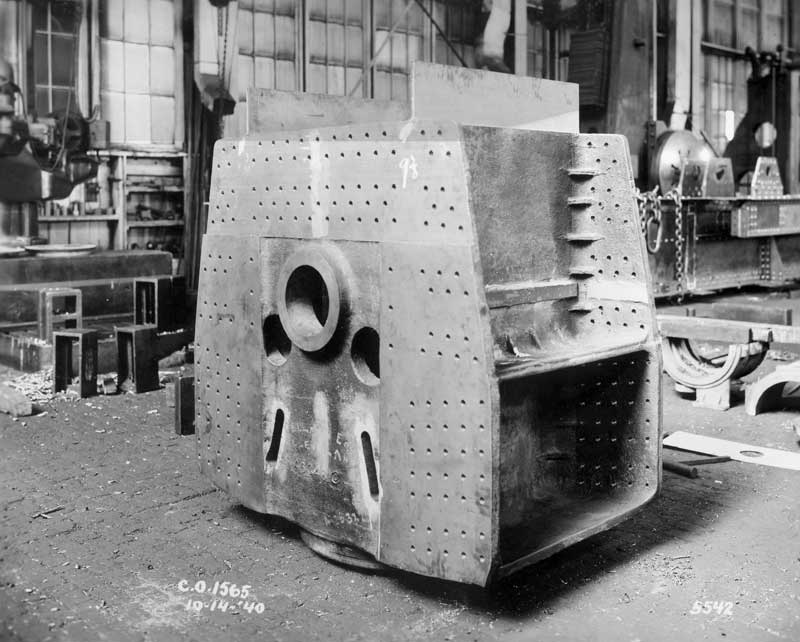
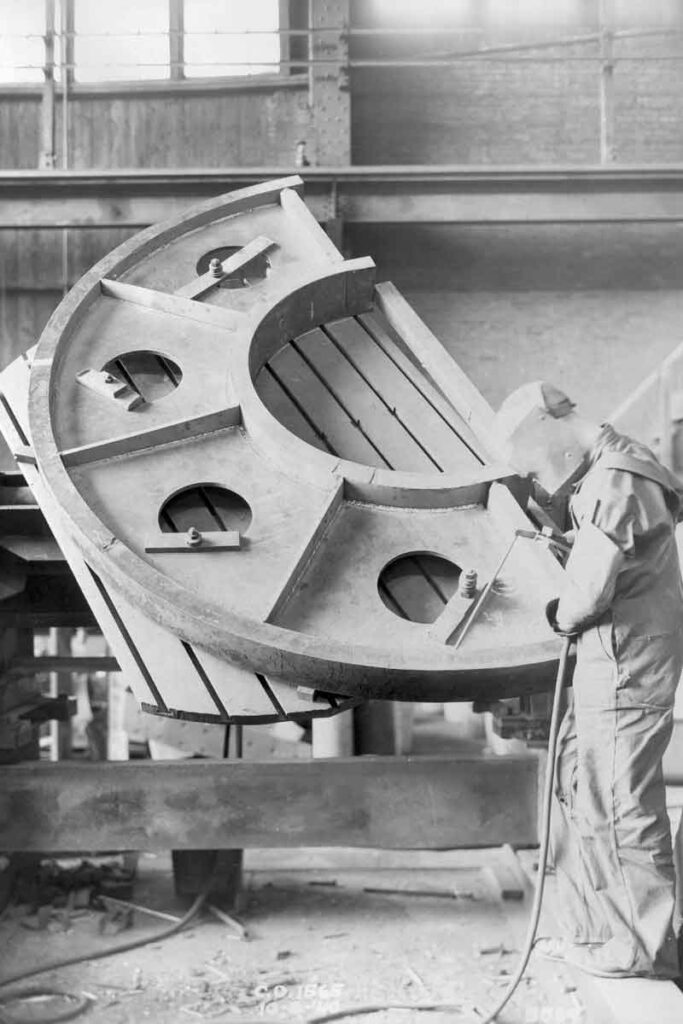
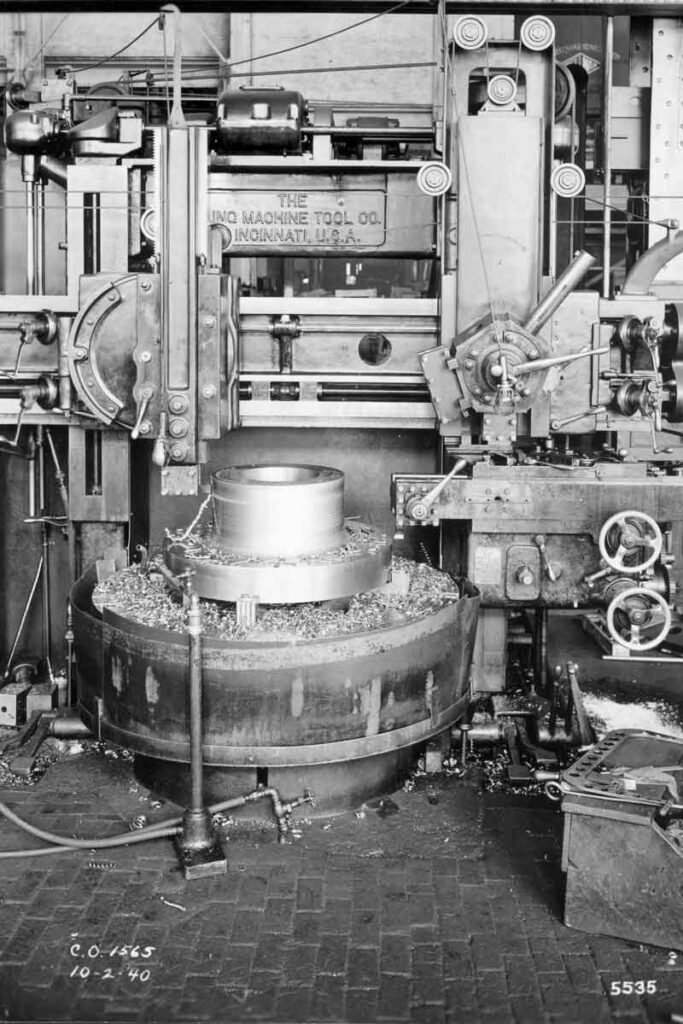
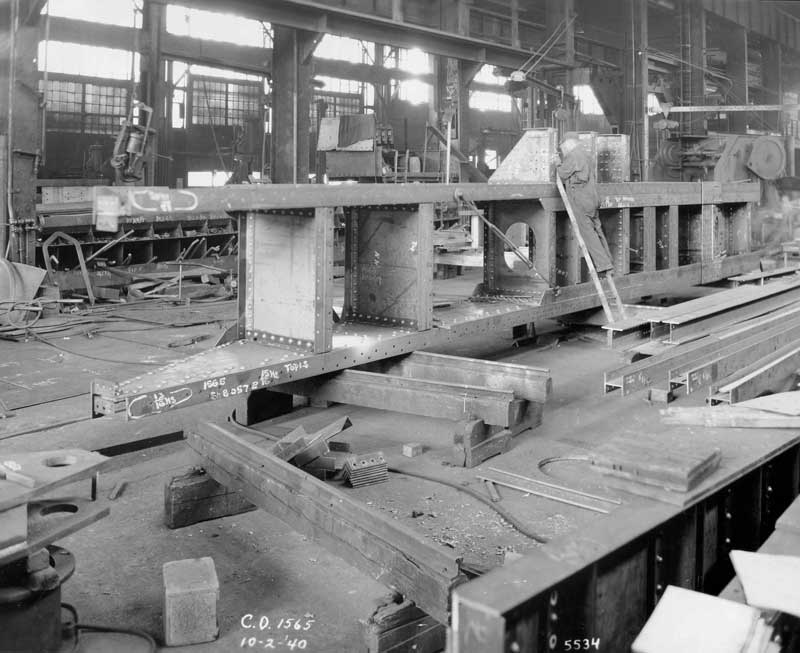
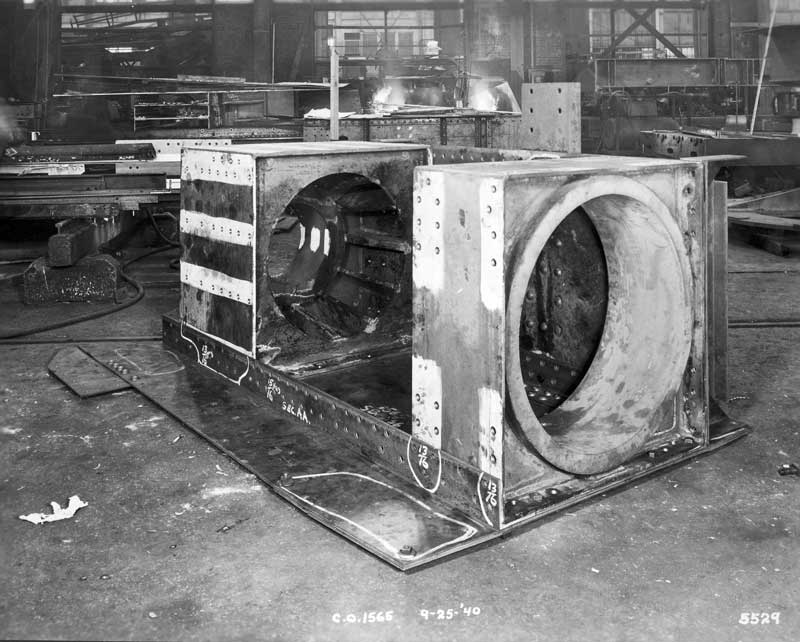
The photos below were glued to leaves in a large format album. Each is numbered. With the exception of those obviously in Vermont, the photos were likely taken in either the Budd Co.’s shop near Philadelphia or the Smith Co.’s plant in York.
My thanks to Howard Mayo of York, Pennsylvania for the photo captions below.
Howard Mayo’s family was closely connected to the Smith-Putnam project. Howard’s father negotiated the contract with Central Vermont, the local utility, for the delivery of the electricity from the turbine. His mother took a 16 mm film of the project, a portion of which was used by General Electric in a recent advertising campaign. Howard himself presented a prescient technical paper in 1945 predicting that if the wind turbines were built by the hundreds and located along mountain ridges with remote control and scheduled maintenance they might become economical.
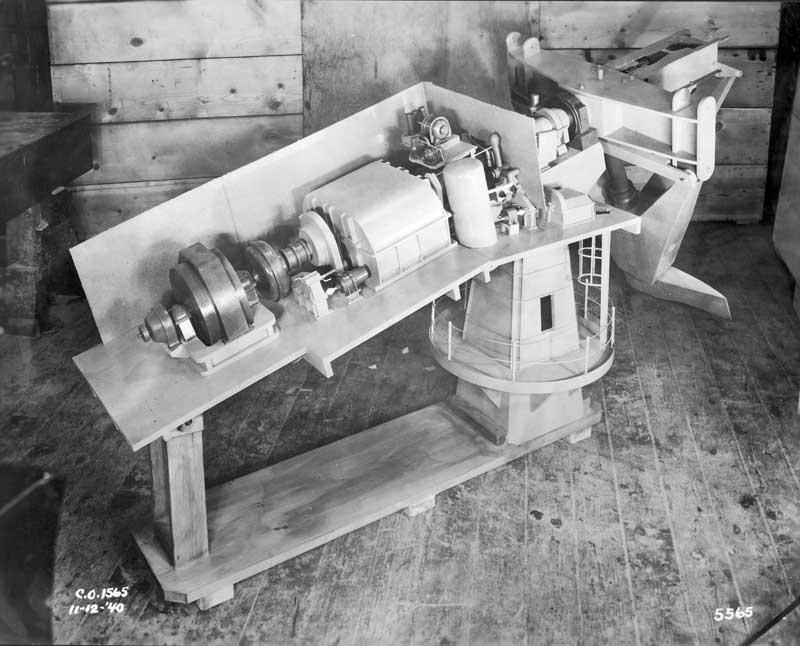
Howard donated the two wooden models of the Smith-Putnam turbine that were in his family’s possession to York’s Heritage Trust Museum. The museum also houses files on the Smith-Putnam turbine, including the files of Carl Wilcox.